Om een nieuwe bewerking te programmeren, volgt u de volgende stappen:
Selecteer in het bestandsmenu van het projectcentrum onder "CNC-Databank" het item "Bewerkingen".
Het volgende scherm opent zich:
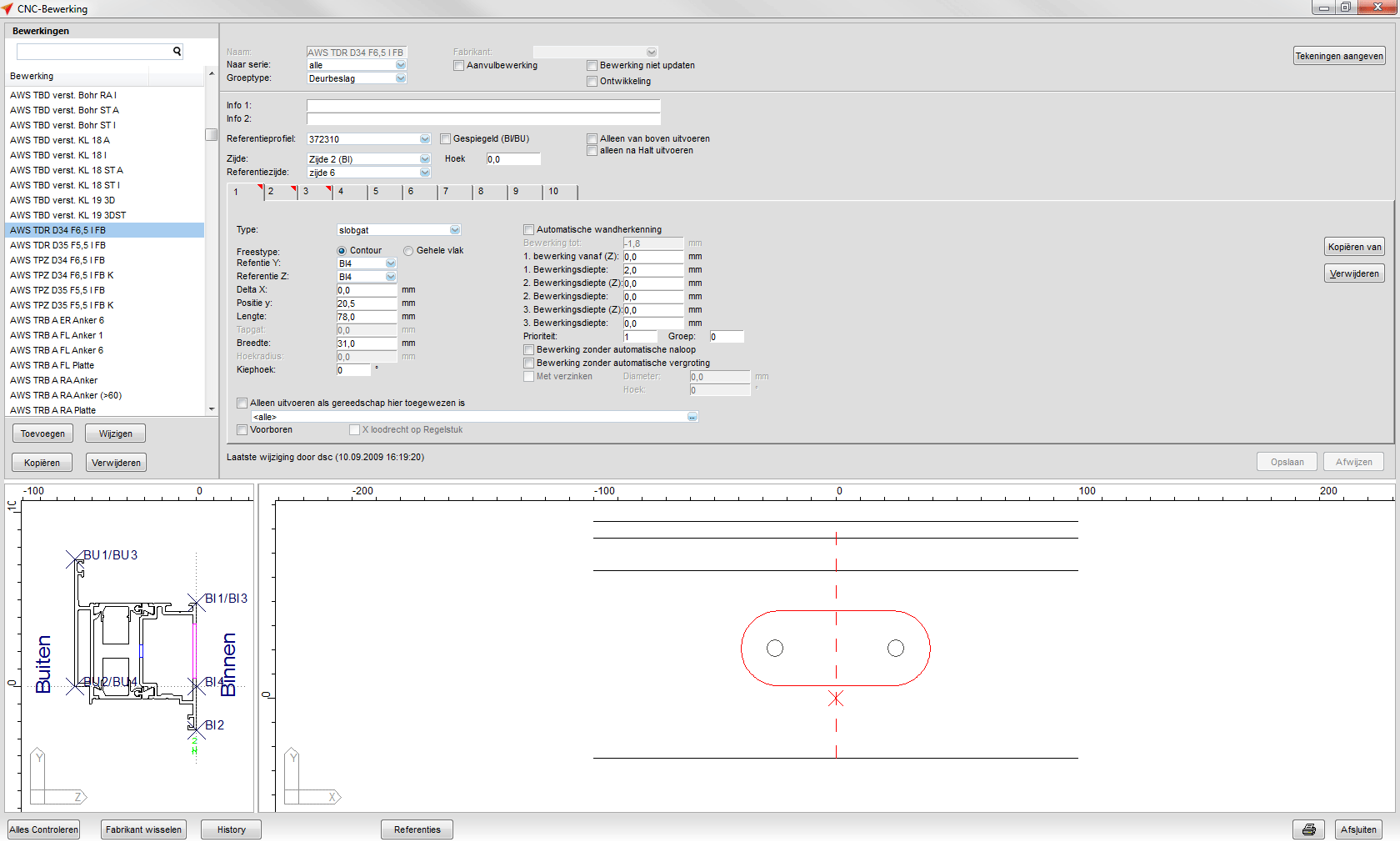
Klik in het linker veld en druk op de Insert toets op het toetsenbord of klik op de knop 'Toevoegen'. Dan kunt u een naam aan de bewerking geven. Het is raadzaam om deze vergelijkbaar met de reeds bestaande te kiezen om later de toewijzing te vergemakkelijken.
"Aanvulbewerking"
Als aanvulbewerking definieert u de bewerking die u later direct op het te bewerken profiel wilt plaatsen.
"Bewerking niet updaten"
Vink dit aan als u een systeem bewerking wijzigt die niet door een update mag worden overschreven.
"Groeptype"
Hier selecteert u de groeptype.
"Info1 / Info2″
Dit zijn lege opmerkingsvelden .
"Referentieprofiel"
De bewerking is geprogrammeerd op een referentieprofiel d.w.z. de bewerking kan ook worden uitgevoerd op andere profielen met dezelfde contour. De toewijzing van verschillende profielen om te bewerken vindt plaats in de bewerkingsgroepen.
"Gespiegeld (BI/BU)"
U kunt deze optie gebruiken als de bewerking ook toegepast moet worden op gespiegelde profielen. Bijvoorbeeld de deurvleugels in een staalserie die zowel naar binnen als naar buiten toegepast kunnen worden.
"Alleen van boven uitvoeren"
Hiermee bepaalt u dat de bewerking alleen van boven wordt uitgevoerd, om bijvoorbeeld het gebruik van de hoekkop van uw machine te vermijden.
"Zijde"
Hier kunt u de zijde opgeven van waar de bewerking plaats vindt. Zijde 1,2,3 of 6 worden naar rechts gedraaid in de tekening. De weergave is onafhankelijk van de plaats in de machine. De schets is enkel ter illustratie van de bewerking bij het programmeren.
"Referentiezijde"
De referentiezijden worden gebruikt om bewerkingen zo aan te leggen dat u bijvoorbeeld bij linker en rechter deuren niet dubbel hoeft te programmeren. Als u de referentiezijde vastlegt volgens de volgende tabel en het profiel bijvoorbeeld andersom is ingegeven dan worden alle bewerkingen gespiegelt.
| Bewerkings type | Betekenis van referentiezijde. |
| Hoekverbinding | Buitenzijde van het profiel. |
| T-verbinding | Doorgaand profiel: Zijde van het aanstotende profielaanstotend profiel: Bij symmetrische profielen zonder betekenis, bij asymmetrische profielen is de referentiezijde de zijde met de grotere glassteg (verschil tussen binnen-/ en buitenaanzichten). |
| Ontwatering | Bovenkant profiel. |
| Raambeslag | Kozijn c.q. kozijninzet: Zijde voor vleugelvleugel c.q. vleugelinzet: Zijde voor het kozijn. |
| Deurbeslag | Kozijn c.q. kozijninzet: Zijde voor vleugelvleugel c.q. vleugelinzet: Zijde voor het kozijn. |
| Deurbeslag-midden | Vleugel aan de middenstolp telkens in het. midden. D.w.z. niet aan de vleugel waar het stolpprofiel aan bevestigd is. |
Onder eenn bewerking op een profielzijde kunnen tot maximaal tien verschillende enkele bewerkingen geprogrammeerd worden. Om dit te doen, selecteert u het bijbehorende tabblad.
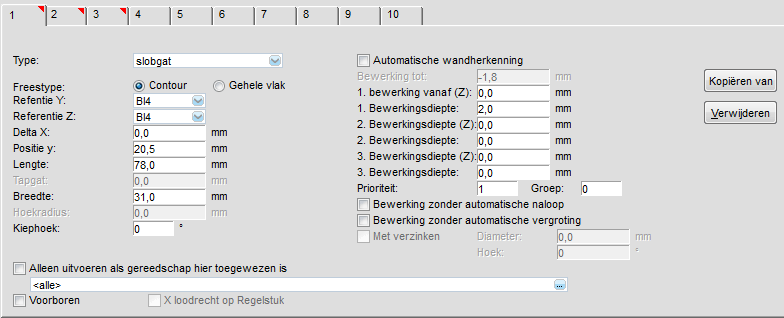
"Type"
Binnen een bewerking selecteert u eerst het type. Een freesbewerking kan bestaan uit de basisvormen rond gat, slobgat, rechthoek en de standaard bewerkingen die u al hebt opgegeven in de eigenschappen van de CNC. Daarnaast kunnen er nog boorgaten en schroefdraad worden geprogrammeerd
"Freestype"
Voor het freesbewerkingen, kunt u ook aangeven of de bewerking uitnemend moeten worden uitgevoerd of dat de frees alleen langs de contouren loopt. Dit veld is beschikbaar voor de bewerkingen rond gat, slobgat en rechthoek.
"Reference Y / Reference Z"
U moet bij de positionering van de bewerkingen refereren naar de referentiepunten van het profiel. Dit is zinvol om bewerkingen voor verschillende profielen toepasbaar te maken.
"Delta X"
De verschuiving van de bewerking vanaf het invoegpunt wordt hier ingevoerd. De volgende regels zijn van toepassing bij het invoeren van Delta X:
Verticale profielen + naar boven
horizontale profielen zonder inzetreferentie: + Naar rechts
met inzetreferentie: + naar naar greepzijde.
"Position Y"
Geeft aan de postitie in de Y-richting rekeninghoudend met referentie Y
"Diameter" (rond gat, booring), "Lengte" (rechtoek , slobgat), "Met" (rechthoek, slobgat) en "hoekradius" (rechthoek) beschrijven de maatvoering van de bewerkingen. De standaard bewerkingen heeft u reeds in de CNC-bedrijfsstandaard vastgelegd
"Kiephoek"
(Rechthoek, slobgat): Draait de bewerking in het bovenaanzicht.
"1st (..3) Bewerking vanaf (Z)"
Geeft het begin van de bewerking aan. Tot de opgegeven positie ( na aftrek van het verloop) wordt het gereedschap in snelverloop gebracht.
"Bewerkingsdiepte"
Geeft de diepte van de respectievelijke bewerking aan. Programmeer de bewerkingsdiepte en bewerking alleen vanaf de werkelijke bewerkingsdiepte. De veiligheidsafstand vooraf (verloop) en de extra diepte van de bewerking (naloop) geeft u centraal in de CNC-bedrijfsstandaard in. Indien de naloop bij een bewerking niet moet worden uitgevoerd, activeert u dan "Bewerking zonder automatische naloop".
Opmerking:
Om de waarden voor de bewerking vanaf en de bewerkingsdiepte aan te geven, kunt u lijnen selecteren in de profieltekening.

 Nederlands
Nederlands